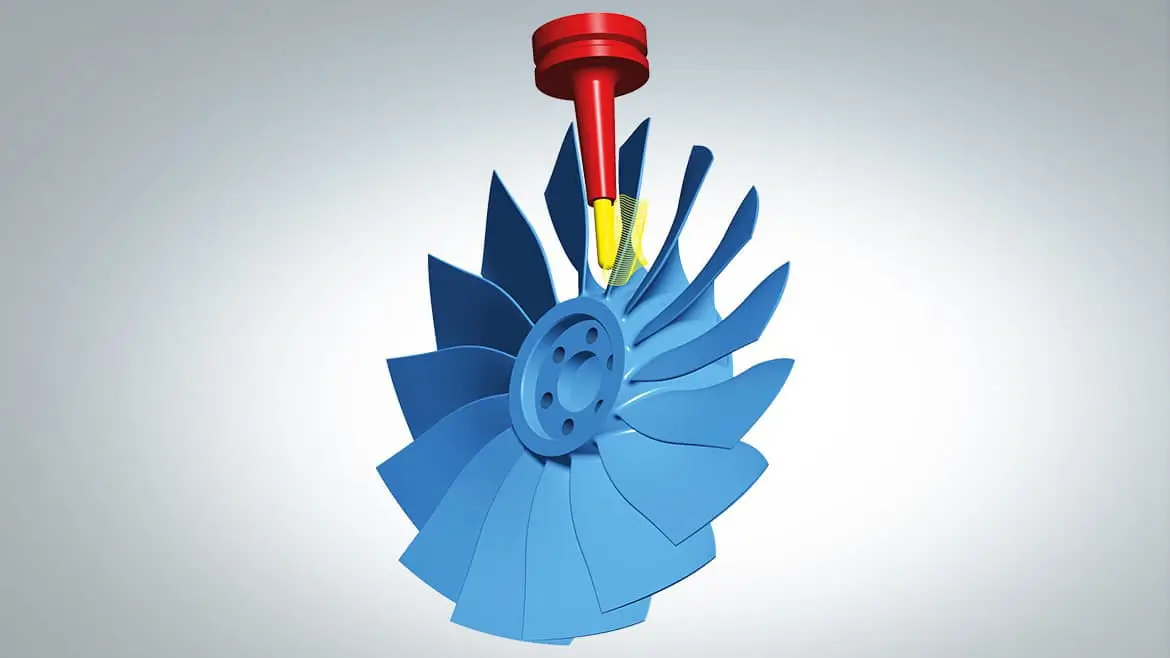
Key Challenges in 5-Axis CNC Impeller Production
While 5-axis CNC machining offers precise control over complex geometries, it also presents a set of challenges unique to impeller production. These challenges, including tool deflection, fixturing issues, surface finish quality, and thermal distortion, can negatively impact production efficiency and the final part quality. Understanding and addressing these issues is crucial for engineers and manufacturers to ensure the highest standards of performance and precision in impeller production.
Tool Deflection and Wear
Problem:
Tool deflection and wear are common issues when machining impellers on a 5-axis CNC. Impellers have complex shapes and deep cuts, which put a lot of pressure on the tools. This pressure causes the tools to deflect and wear down over time. As a result, the parts can become inaccurate, affecting their performance and longevity. Worn tools also need to be replaced more frequently, leading to increased downtime and higher costs.
Solution:
To reduce tool deflection and wear, use rigid tool holders and high-quality cutting tools. These minimize movement and maintain precision. Adjusting the cutting parameters—such as feed rates and speeds—based on the material can also help reduce strain on the tools. Another effective strategy is adaptive machining, which adjusts the machining process in real-time to prevent excessive wear.
Regular tool checks are essential. By monitoring the condition of tools and replacing them early, you can avoid inaccuracies and prevent costly delays. Managing tool wear proactively keeps production running smoothly and ensures high-quality results.
Inadequate Fixturing
Problem:
Fixturing impellers during 5-axis CNC machining can be challenging due to their complex shapes and multiple angles. If the part is not securely held in place, even slight shifts or vibrations can lead to inaccuracies. Poor fixturing can also cause tool collisions, which could damage both the impeller and the tool. This results in wasted material, increased costs, and longer production times.
Solution:
To solve fixturing issues, invest in custom fixtures specifically designed for the unique shape of the impeller. Custom fixtures provide better stability and reduce the risk of movement during machining. For lighter materials or parts with delicate features, consider using vacuum or magnetic fixturing. These systems provide even pressure and support, ensuring that the impeller remains securely fixed during the process.
Additionally, multi-point clamping can improve stability and reduce vibrations. A well-designed fixture keeps the part steady, minimizing the risk of inaccuracies caused by part shifting or excessive movement. Regular inspection of fixtures is also necessary to ensure they are in good condition, which will further help reduce the chance of machining errors.
Poor Surface Finish
Problem:
Achieving a smooth and consistent surface finish is essential in impeller production. Impellers are often subjected to high rotational speeds and must meet strict performance standards. A rough or uneven surface finish can result in inefficient fluid flow, increased friction, and even premature wear. These issues are particularly problematic in industries like aerospace or energy, where high precision is critical. Poor finishes also lead to increased post-processing work, raising both costs and production time.
Solution:
To improve surface finish quality, start by optimizing the cutting parameters—especially the feed rates and cutting speeds. Fine-tuning these settings ensures that the tool removes material efficiently while minimizing the risk of surface imperfections. Using multi-flute tools for finishing cuts allows for a finer finish, while smaller tool diameters provide better precision and surface smoothness.
Another key approach is to use high-performance coatings on cutting tools. These coatings reduce friction and heat buildup, helping maintain a cleaner cut and preventing surface defects. Regular tool maintenance and sharpness checks are also important to ensure that the cutting edges are effective and capable of delivering the desired surface finish.
For the most challenging parts, fine finishing passes or electrochemical polishing can be applied to achieve a superior finish, especially in areas that require extremely smooth surfaces for optimal fluid dynamics.

Tool Collision
Problem:
Tool collision is a significant risk in 5-axis CNC machining, especially when dealing with complex impeller geometries. The intricate 3D shapes of impellers mean that even small errors in setup or programming can cause the tool to collide with the workpiece. These collisions can lead to serious damage to both the impeller and the cutting tool, resulting in wasted material, production delays, and increased costs. In the worst-case scenario, it can also lead to machine downtime while repairs are made.
Solution:
To prevent tool collisions, simulation software plays a critical role. By simulating the entire machining process before any cutting begins, manufacturers can identify potential collision risks and adjust the tool paths accordingly. This ensures that the tool never interferes with the workpiece during production.
In addition to simulation, it’s important to use collision detection software that monitors the cutting process in real-time. This software alerts operators to potential issues as they arise, allowing for immediate adjustments to avoid damage.
Moreover, adjusting safe-clearance settings and tool offsets can provide an added layer of protection. By increasing the distance between the tool and the part where possible, you reduce the likelihood of unintended contact. Routine machine calibration and monitoring tool wear are also crucial in minimizing collision risks.
Material Removal Rate (MRR)
Problem:
Achieving the optimal material removal rate (MRR) is crucial for efficient impeller production, but it can be challenging. Too high of an MRR may cause excessive tool wear, while too low of an MRR can result in inefficient machining and longer production times. Striking the right balance is key to maintaining both tool life and overall machining efficiency. If the MRR is not optimized, it can lead to longer lead times, higher energy consumption, and unnecessary costs.
Solution:
To optimize MRR, cutting parameters such as feed rates, cutting speeds, and depth of cuts must be carefully adjusted based on the material being machined. For tougher materials, slower feed rates and reduced cutting speeds may be necessary to avoid damaging the tool. On the other hand, softer materials can handle faster machining speeds, which improves efficiency.
Using roughing strategies is another effective way to manage MRR. These strategies focus on faster material removal without compromising the quality of the final part. For example, multi-pass roughing allows for efficient material removal while reducing stress on the tool and workpiece. Furthermore, adaptive machining can be used to adjust the cutting process in real-time, responding to changes in material properties and part geometry.
By finding the optimal MRR, manufacturers can achieve faster production times, lower tool wear, and improved cost efficiency.
Thermal Distortion
Problem:
Thermal distortion is a significant concern during 5-axis CNC machining, especially when working with high-performance materials like titanium or nickel alloys. As the cutting tool interacts with the impeller material, heat is generated. If this heat isn’t managed properly, it can cause thermal expansion of the material, leading to dimensional inaccuracies. These distortions can negatively affect the impeller’s precision and performance. This is particularly critical in industries where exacting tolerances are required, such as aerospace and energy.
Solution:
To reduce the risk of thermal distortion, it’s essential to employ effective cooling strategies. One common approach is the use of through-tool coolant systems or high-pressure coolant that can maintain a consistent temperature during machining. These systems help dissipate heat and keep the impeller material at a stable temperature, preventing unwanted expansion.
Another technique is pre-machining heat treatment, which involves heat treating the material before machining to reduce its tendency to distort under heat. During the machining process, monitoring thermal behavior using temperature sensors can also provide valuable data that helps operators adjust the cutting parameters in real time to prevent overheating.
Additionally, selecting cutting tools with better thermal conductivity and minimizing tool engagement during cuts can also help reduce heat generation and thermal expansion. By addressing thermal distortion early in the process, manufacturers can achieve greater precision and avoid costly rework.
Advanced Solutions for Improving 5-Axis CNC Machining of Impellers
Problem:
While traditional methods can help address the common challenges in 5-axis CNC impeller production, advanced solutions are increasingly necessary to meet the high demands for precision, efficiency, and cost-effectiveness. The challenges of tool wear, fixturing, surface finish, and thermal distortion can be compounded as production volumes increase, making it essential for manufacturers to integrate new technologies and methodologies into their processes.
Solution:
Several advanced solutions can enhance the performance and efficiency of impeller production:
Adaptive Machining: This involves using sensors and real-time data to adjust cutting parameters as the process unfolds. By monitoring forces and vibrations, adaptive machining can optimize the cutting conditions to prevent tool wear and deflection. It ensures that the machining process adapts dynamically to changing conditions, improving overall part accuracy and reducing rework.
Automation and Robotics: For high-volume production, automation can significantly improve efficiency. Robots can handle tasks such as loading and unloading parts, reducing human error, and ensuring more consistent part handling. Robotics can also be used to assist in tool changes and setup adjustments, further reducing downtime and improving throughput.
Simulation Software: The use of simulation software allows manufacturers to visualize the entire machining process before the first part is cut. By simulating toolpaths and machining strategies, manufacturers can detect potential collisions or other issues before they occur, reducing the risk of errors. Simulation helps optimize cutting paths and fixturing setups, ensuring smoother operations and better outcomes.
By integrating these advanced solutions, manufacturers can significantly improve the efficiency, precision, and cost-effectiveness of their 5-axis CNC machining processes. These technologies help reduce operational risks, enhance product quality, and streamline production workflows.
Conclusion
5-axis CNC machining is a powerful tool for producing high-precision impellers, but it comes with its own set of challenges. From tool deflection and wear to fixturing issues, surface finish concerns, and thermal distortion, the production process requires careful planning and constant optimization. Addressing these challenges not only improves part quality but also enhances overall production efficiency, reducing downtime and costs.
By integrating advanced solutions like adaptive machining, automation, and simulation software, manufacturers can stay ahead in a competitive market. These technologies allow for real-time adjustments, streamline operations, and ensure that impellers meet the stringent demands of industries like aerospace, automotive, and energy.
With the right strategies and technologies in place, manufacturers can overcome these common issues and continue to produce high-quality, high-performance impellers while keeping costs in check and meeting tight production schedules. As 5-axis CNC machining continues to evolve, its potential for improving the efficiency and precision of impeller production is greater than ever.