What is Die Casting?
Die casting is a process in which molten metal is injected under high pressure into a reusable steel mold, called a die. The metal solidifies quickly inside the mold, creating parts that are near-net-shape and often require minimal post-machining. Compared with sand casting, die casting offers superior dimensional accuracy, excellent surface finish, and the ability to produce complex geometries in a single shot.
The process is widely used in automotive components, electronics housings, industrial machinery parts, and consumer product precision components due to its speed, repeatability, and ability to produce high-quality parts at scale.
How Does Die Casting Work?
Step 1: Tooling Preparation
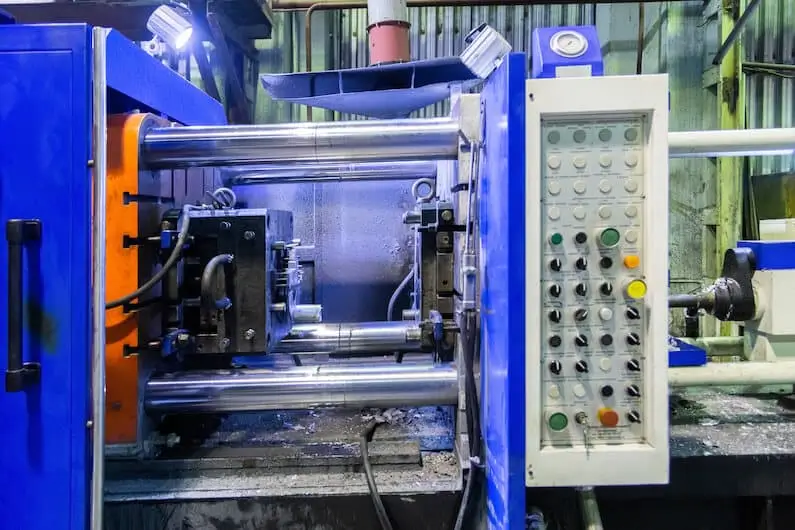
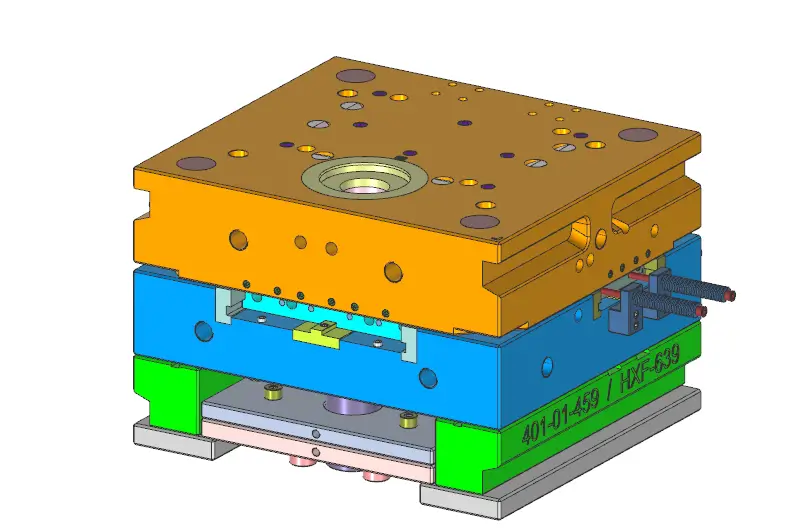
The die is the backbone of quality die casting parts. Typically made from hardened tool steel, dies must withstand extreme temperatures and injection pressures. Preparation involves preheating, lubrication, and careful installation into the die casting machine for trial runs. Proper die management directly impacts part accuracy, surface finish, and production efficiency.
Step 2: Molten Metal Preparation
Preparing the molten metal is critical for defect-free parts. Alloys are heated to precise temperatures, with degassing and impurity removal ensuring density and minimizing porosity. The choice between hot-chamber and cold-chamber die casting depends on the metal’s melting point—zinc and magnesium favor hot-chamber, while high-melting-point aluminum alloys require cold-chamber casting.
Step 3: Injection and Filling
Molten metal is injected under high pressure into the die cavity. High pressure ensures even thin walls fill completely and complex geometries form accurately. This step is pivotal for dimensional precision and structural integrity.
Step 4: Solidification and Cooling
Once injected, the metal solidifies quickly while internal die cooling maintains temperature stability. This controls shrinkage, reduces stress concentrations, and ensures strong, dimensionally stable parts.
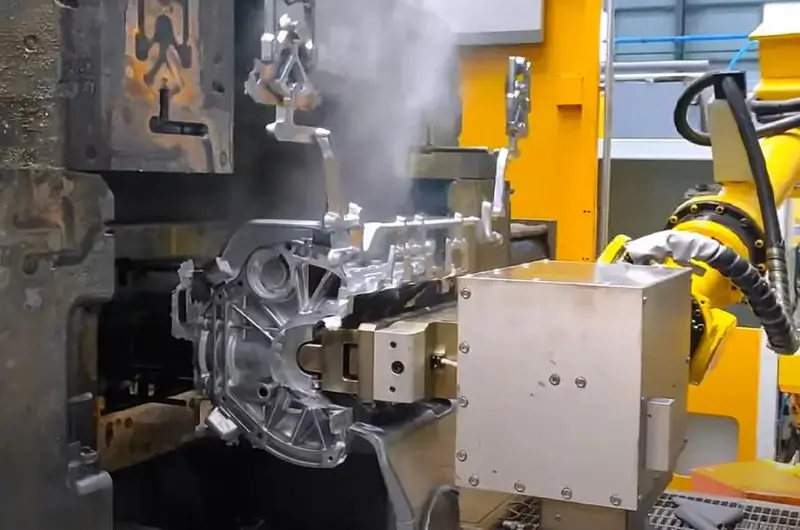
Step 5: Ejection and Trimming
Solidified parts are ejected with pins and undergo trimming to remove gates, flash, and burrs. Additional surface finishing, such as sanding, polishing, or coating, can be applied to meet aesthetic and functional requirements.
Step 6: Secondary Operations
Depending on application requirements, secondary operations may include CNC machining, threading, plating, or coating. These steps ensure parts are ready for high-performance applications and precise assemblies.
Types of Die Casting Processes
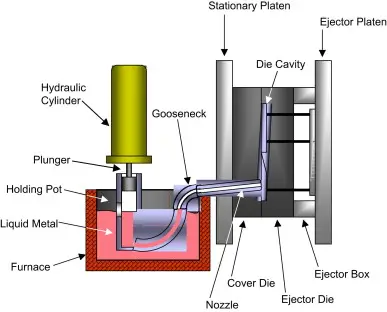
Hot Chamber Die Casting
Hot chamber die casting involves immersing the injection mechanism directly into molten metal, making it ideal for low-melting-point metals such as zinc and magnesium. Its short cycle time and high efficiency suit small, high-precision parts like electronic connectors and hardware components. Hot chamber die casting delivers excellent dimensional accuracy and surface finish, making it perfect for precision miniaturized applications.
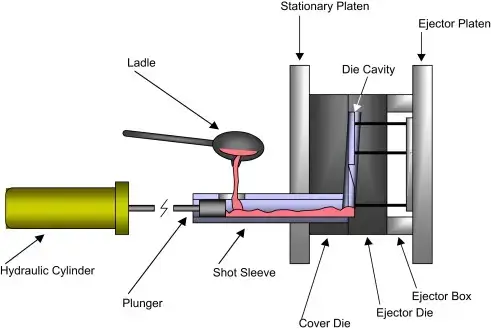
Cold Chamber Die Casting
Cold chamber die casting pours molten metal into an injection chamber before forcing it into the die, making it suitable for high-melting-point metals such as aluminum alloys. Although the cycle is slightly slower, it handles larger, more complex parts like automotive engine components and industrial structures. Cold chamber die casting offers stability in dimensions and structural strength, making it the go-to choice for high-performance applications.
Common Die Casting Materials
Aluminum Alloys
Aluminum alloys are widely used in die casting due to their combination of lightweight, strength, and corrosion resistance. Common alloys such as A380, A360, A390, A413, and ADC12 are favored for their high operating temperatures, excellent mechanical strength, low density, good thermal conductivity, and dimensional stability even with thin walls. Aluminum also offers good stiffness, a favorable strength-to-weight ratio, EMI and RFI shielding capabilities, and recyclability, making it a preferred choice for automotive engine components, electronics housings, and industrial equipment. During die casting, aluminum solidifies with dendritic structures and may form intermetallic phases, which enhance both strength and ductility, ensuring reliable performance in demanding applications.

Zinc Alloys
Zinc alloys are low-melting-point metals ideal for hot chamber die casting, offering excellent flowability, dimensional accuracy, and surface finish. Widely used alloys include Zamak 3, Zamak 5, and ZA-12, each providing a balance of strength, wear resistance, and corrosion protection. Zinc’s low melting point allows intricate, small parts such as connectors, hardware, and consumer electronics housings to be produced with high repeatability. During solidification, zinc forms a fine-grained structure that contributes to consistent mechanical performance, smooth surface finish, and precise dimensional control, making it highly reliable for applications requiring detailed geometries and tight tolerances.
Magnesium Alloys
Magnesium alloys are the lightest structural metals, offering exceptional strength-to-weight ratios and excellent machinability. Popular alloys include AZ91D, AM60B, and WE43, each designed to balance mechanical strength, ductility, and corrosion resistance. Magnesium is commonly used in aerospace, portable electronics, and other weight-sensitive components. During die casting, magnesium solidifies rapidly, producing a fine microstructure that maintains dimensional accuracy and mechanical stability. Despite higher cost, magnesium alloys provide lightweight, durable parts with excellent performance in high-demand applications where weight reduction is critical.
Design Considerations for Die Casting Parts
Effective die casting design balances manufacturability, performance, and cost. Each geometric feature and material property can affect part quality, durability, and assembly. Engineers should carefully consider draft angles, fillets, wall thickness, bosses, ribs, holes, and parting lines to optimize the final product.
Draft
A draft angle is a slight taper applied to vertical surfaces to allow smooth ejection of the casting from the die. Proper draft prevents sticking, surface damage, and mold wear, while insufficient draft can cause scratches or deformation during ejection. In most cases, a draft angle of 1° to 3° ensures optimal part release. For aluminum die casting, 1.5° to 2° per side is typical, while zinc alloys require smaller angles (usually 0.5° to 1° per side) due to their better castability. Parts with textured surfaces or deep cavities may require larger draft angles.
Fillet Radii
Fillets help reduce stress concentration at sharp corners and improve the mechanical strength of die cast parts. Smooth transitions also support better metal flow during filling and reduce the risk of cracks. A typical fillet radius ranges from 0.4 mm to 0.8 mm, although larger radii may be used for structural components. The size should balance strength improvement with material efficiency and machining requirements. Smaller fillets (less than 0.4 mm) may not effectively reduce stress concentration, while larger ones can increase material consumption.
Wall Thickness
Consistent wall thickness is critical for achieving uniform cooling and preventing defects such as shrinkage porosity, warping, or internal stress. Sudden thickness changes should be avoided whenever possible. Typical wall thickness varies by alloy and part size—for example, 1.5 mm to 3 mm for small to medium aluminum die cast parts and 1 mm to 2 mm for zinc parts—but maintaining uniformity throughout the design significantly improves dimensional stability and casting quality.
Parting Line
The parting line is where the two halves of the die meet, and its placement directly affects appearance, function, and manufacturability. A well-planned parting line should minimize visibility, avoid functional surfaces, and simplify mold construction. Factors such as draft direction, undercuts, and gating design must be considered early to prevent costly tooling modifications.
Bosses
Bosses are commonly used as mounting or fastening features in die cast parts. They should maintain uniform wall thickness relative to surrounding areas to ensure strength and prevent distortion. Proper proportions between diameter, height, and wall thickness help avoid assembly issues and maintain structural integrity.
Ribs
Ribs increase stiffness and strength without significantly increasing weight or material usage. Proper rib thickness and spacing help reduce deformation and improve dimensional stability. However, excessively thick ribs can cause sink marks or uneven cooling, so balanced proportions are important for optimal performance.
Holes and Windows
Holes and openings are often incorporated for ventilation, drainage, or component integration. Their size, depth, and location should be carefully designed to maintain structural strength and prevent casting defects—avoid overly deep holes (depth exceeding 3 times the diameter may cause filling difficulties) and ensure adequate spacing from edges (at least 1.5 times the hole diameter) to prevent cracking. For holes requiring high precision, consider post-casting machining.
Applications and Uses of Die Casting
Die casting is widely used in industries that require precise, durable metal components with smooth finishes. This metal casting process works well with non-ferrous alloys such as aluminum, zinc, and magnesium, making it a reliable solution across many sectors.
Aerospace
In aerospace, this casting method produces lightweight housings, brackets, and electronic enclosures from aluminum (ADC12, A380) and magnesium (AZ91D). It supports complex geometries and tight tolerances while reducing weight for better system efficiency.
Automotive
The automotive industry uses pressure casting technology for transmission housings, engine covers, motor housings, structural brackets, and interior hardware. Aluminum, zinc, and magnesium alloys provide strength, durability, and weight reduction, while the process enables high-volume, consistent production.
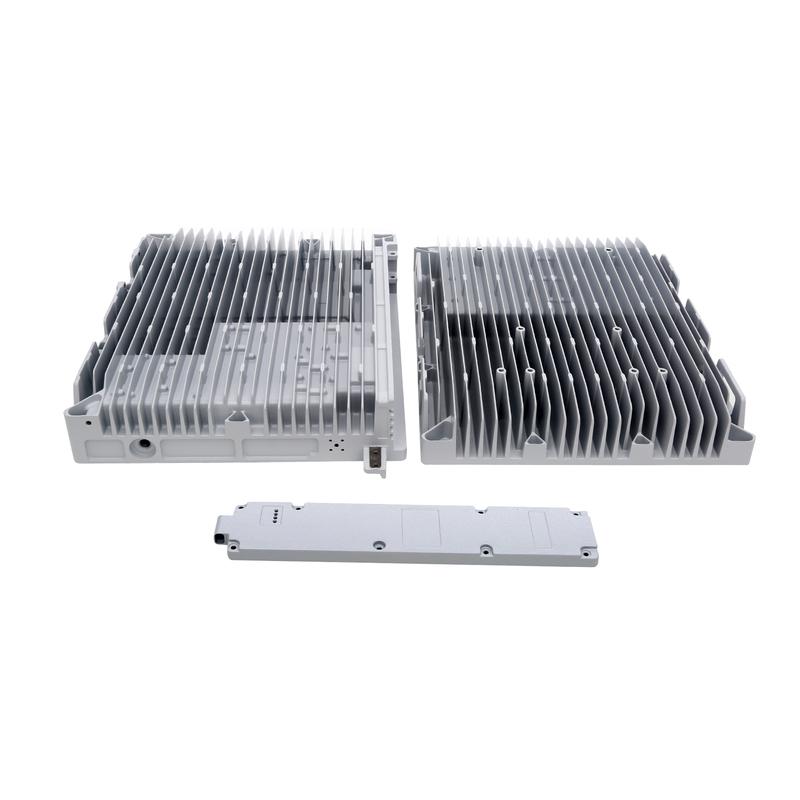
Electronics
In electronics, metal casting technology is applied to heat sinks, connectors, shielding enclosures, and device housings. Aluminum and magnesium provide thermal conductivity, and zinc allows precise small components. The method ensures thin-wall performance and tight tolerances.
Consumer Products
Consumer products like power tools, kitchen appliances, lighting fixtures, and hardware often use this manufacturing process. It delivers high-quality surfaces, efficient production, and supports both functional and decorative parts.
Construction and Hardware
For construction and architectural applications, casting processes produce door handles, locks, hinges, window components, and decorative fixtures. The method allows complex shapes with good strength and aesthetic appeal.
Advantages and Disadvantages of Die Casting
Advantages
Die casting offers several key benefits for manufacturing high-quality metal parts:
- Fast production cycle times, ideal for high-volume runs.
- Ability to produce complex geometries that would be difficult with other methods.
- High dimensional accuracy, ensuring parts meet tight tolerances.
- Smooth surface finishes, reducing the need for extensive post-processing.
- Repeatable and consistent results, which improve efficiency and cost-effectiveness for large production batches.
Disadvantages
Despite its advantages, die casting also has some limitations:
- Equipment and die costs can be very high, requiring a significant upfront investment.
- Generally unsuitable for ferrous metals or alloys with high melting points.
- Designing and manufacturing new dies is complex and can take considerable time before production begins.
- Small production runs may be economically challenging, as higher volumes are often needed to offset tooling costs.
Choosing the Right Die Casting Manufacturer
Choosing the right die casting partner is crucial for project success. Key considerations include engineering and tooling capabilities, production capacity, quality management systems, and experience with secondary operations and surface finishing. Responsiveness, technical support, and collaboration during design and prototyping are equally important. At ZH Precision, we provide end-to-end solutions—from initial design to final delivery—ensuring parts meet U.S. industrial standards for precision, durability, and performance.

Conclusion
Die casting is a precise metal fabrication process that delivers components with high dimensional accuracy and excellent surface finishes. This article has covered the key aspects of the process, including how it works, suitable materials, and important design considerations, helping you make informed decisions for your projects.
For businesses seeking reliable, high-quality die-cast parts, collaborating with an experienced manufacturer can streamline production, ensure consistent performance, and reduce lead times. Partnering with the right team helps turn your designs into durable, production-ready components while maintaining cost-effectiveness and quality standards.
FAQ
A:Aluminum, zinc, and magnesium each offer unique advantages depending on part requirements, weight considerations, and application environment.
A:Die casting uses reusable steel dies and high-pressure metal injection for high precision and repeatability, while sand casting relies on expendable molds and typically produces lower-accuracy parts.
A:Die casting is most cost-effective for medium- to high-volume production due to the upfront cost of dies and tooling. For small batches or prototypes, CNC machining is often a better choice, as it allows faster turnaround, lower initial investment, and greater flexibility in design changes.
A:Die cast parts provide tight tolerances and excellent repeatability, often minimizing the need for post-machining or finishing.
A:Automotive, electronics, industrial equipment, communications, and consumer products are the primary industries that benefit from die casting.