Pros of Die Casting
Die casting offers several benefits that make it one of the most popular manufacturing methods for high-precision, repeatable components. These advantages include excellent accuracy, smooth surfaces, and reliable production consistency.
Complex Thin-Walled Parts
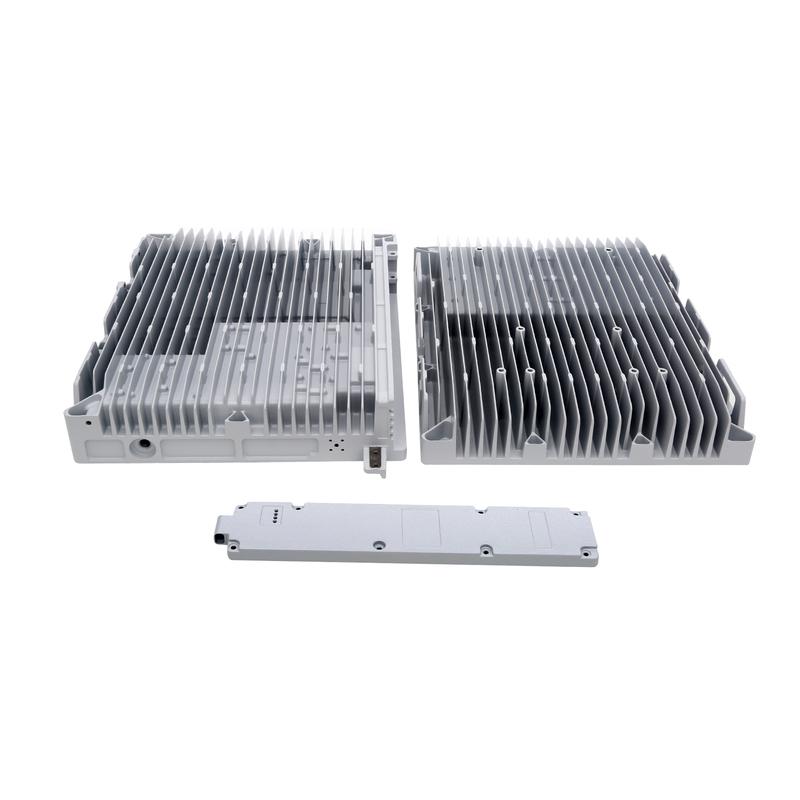
Die casting excels at producing intricate parts with very thin walls. Aluminum alloys can be cast down to 0.5 mm, while zinc alloys can reach walls as thin as 0.3 mm. This capability makes die casting ideal for small, detailed components that require both precision and structural integrity, such as connectors, housings, and miniature mechanical parts.
High Mechanical Performance
Parts made via die casting are strong, rigid, and durable. The high-pressure process creates a dense, compact microstructure, which enhances hardness, strength, and wear resistance. This makes die-cast components suitable for applications where mechanical performance is critical, while also providing excellent dimensional stability over time.
Excellent Dimensional Accuracy
Die casting delivers consistent, highly accurate parts that meet tight tolerances. Typical tolerances fall within IT13–IT15, and in high-precision applications, IT10–IT11 is achievable. This precision reduces the need for secondary machining and ensures that complex internal geometries and assemblies fit perfectly without extra adjustments.
Smooth Surface Finish
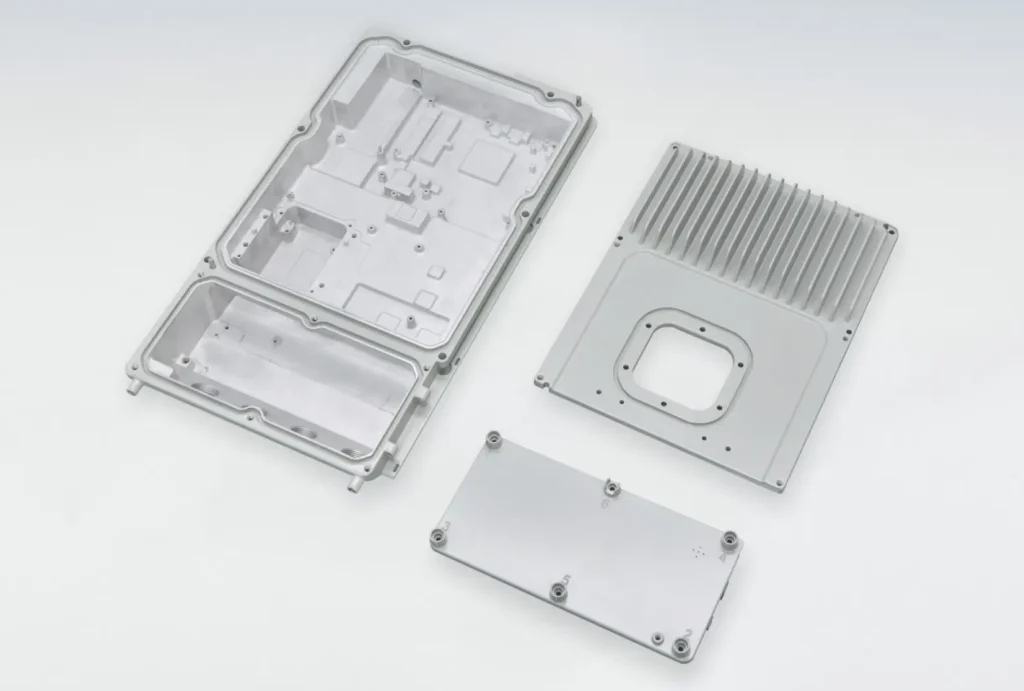
Die-cast parts come out of the mold with a naturally smooth and uniform surface. Minimal post-processing is required, which saves time and production costs. When additional finishes are needed, such as plating or painting, the base surface quality allows coatings to adhere evenly and look professional.
Cost-Effective for Mass Production
Die casting is highly economical for large production runs. While the upfront investment in molds and machinery can be significant, the process minimizes machining, scrap, and finishing costs per part. High-volume production spreads these fixed costs across many components, making die casting one of the most cost-efficient manufacturing methods for small-to-medium sized precision parts.
Cons of Die Casting
Despite its advantages, die casting has limitations that should be considered during design and production planning. These include upfront costs, design constraints, and specific material limitations.
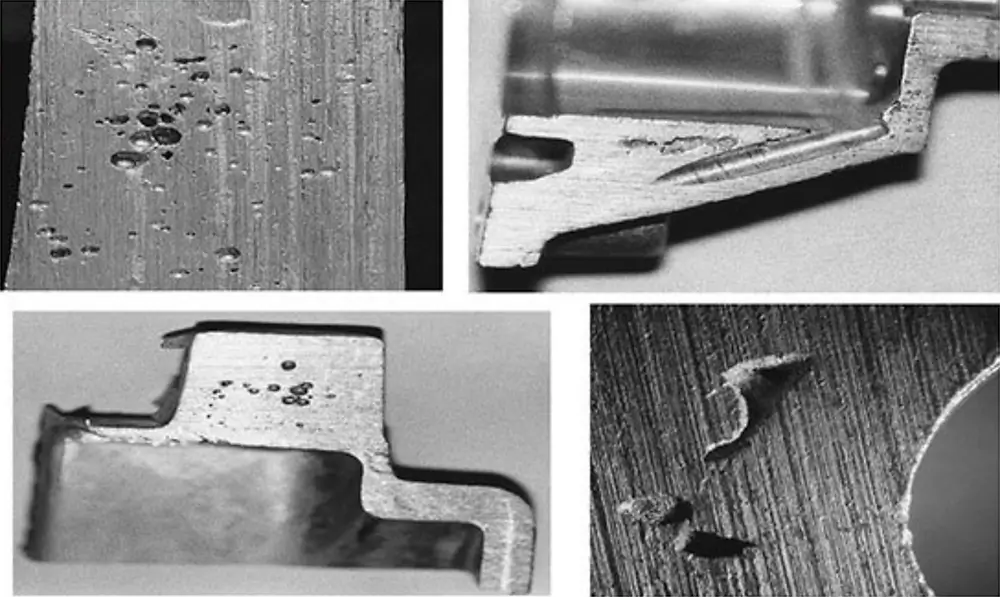
Gas Porosity Can Occur
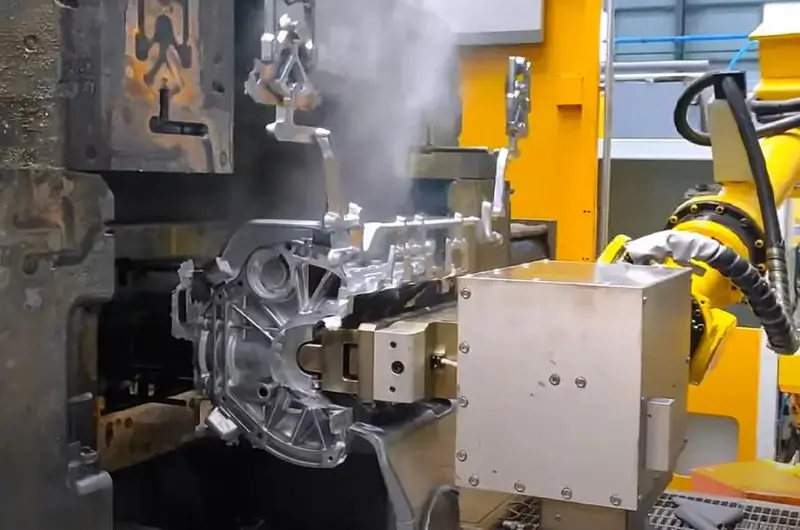
In high-pressure die casting, molten metal fills the mold very quickly. If the mold isn’t vented properly, tiny gas bubbles can get trapped inside the part. These gas pockets may affect surface finish, mechanical strength, and even machining. Proper venting and mold design are key to minimizing porosity.
Mostly Limited to Non-Ferrous Metals
While die casting is compatible with many alloys, it does have material limitations that can restrict its use in certain applications. The process is primarily suited for non-ferrous metals with relatively low melting points, such as aluminum, zinc, and magnesium alloys. High-temperature materials, including most steels and titanium, are generally not suitable because their elevated melting points can accelerate mold wear and increase production difficulty. This can be a drawback for applications that require the properties of high-temperature alloys.
Not Ideal for Low-Volume Production
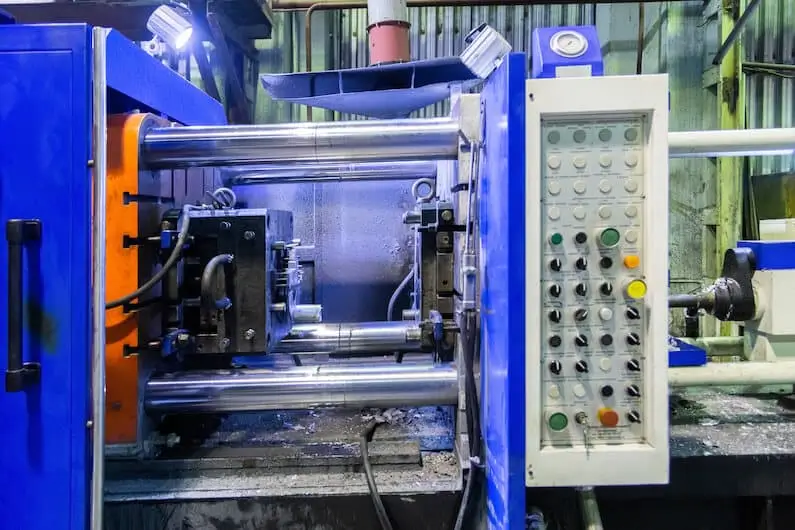
Die casting involves expensive molds and specialized machines. If you’re making just a few parts, the per-part cost is very high. This process really shines for large-volume production, where the upfront investment can be spread across thousands or millions of pieces.
Mold Life Can Be Limited
High casting temperatures and repeated thermal cycles put stress on steel dies. Over time, this can cause surface wear, heat checking, and other forms of fatigue. Materials like zinc, with lower melting points, allow longer die life, while aluminum dies are exposed to higher thermal loads, reducing mold longevity.
High Initial Investment
Getting started with die casting isn’t cheap. Machines, steel molds, and other supporting equipment require a significant upfront investment. Even though lower-melting metals like zinc help reduce some energy costs, die casting is only cost-effective when producing parts at scale.
When Should You Choose Die Casting?
When deciding whether to use die casting, factors such as production volume, part complexity, and overall cost structure should be carefully evaluated. Due to the higher initial tooling investment and longer setup time, die casting is most suitable for medium- to high-volume production programs where unit cost reduction becomes significant over time.
Die casting is particularly advantageous for components with complex geometries or thin walls that require consistent quality at scale. The process can also reduce secondary machining and finishing operations, improving production efficiency across the entire lifecycle of a project. While the upfront investment is higher, the cost per part typically decreases as production volume increases, making die casting a strategic choice for long-term manufacturing.
Die Casting vs Other Manufacturing Processes
When selecting a manufacturing method, it is important to understand how die casting compares with alternative processes. Evaluating the differences between die casting and methods such as CNC machining helps determine the most suitable production strategy based on volume, complexity, and lifecycle requirements.
Die Casting vs CNC Machining
Die casting and CNC machining both produce precision metal parts, but they serve different roles in the product lifecycle.
CNC Machining is highly flexible and does not require dedicated tooling, making it ideal for prototyping, engineering validation, and low-volume production. It allows rapid design changes and precise tolerances, but machining time, material waste, and labor can make it less cost-effective for large production runs.
Die Casting, on the other hand, requires dedicated tooling and higher upfront investment. Once tooling is ready, the process enables near-net-shape production with thin-wall capability, high repeatability, and fast cycle times. It becomes economically advantageous in medium- to high-volume production, where tooling costs are spread over many parts and per-unit costs decrease.
In practice, projects often start with CNC machining for design validation, then transition to die casting for mass production. This approach balances flexibility, cost, and efficiency throughout the product lifecycle.
Die Casting vs Investment Casting
Investment casting excels at producing extremely complex geometries, including internal cavities and undercuts, without the geometric restrictions of die release taper. It is compatible with a wide range of materials, particularly high-temperature alloys and steels, making it ideal for low-volume, high-performance parts like turbine blades. However, the manual wax and ceramic shell process results in longer lead times and higher per-part costs.
Die casting, on the other hand, is optimized for high-volume production using non-ferrous metals like aluminum, zinc, and magnesium. While designs must accommodate draft angles for ejection, die casting delivers fast cycle times, consistent part quality, and excellent surface finish. The process achieves the lowest per-unit cost at scale, making it ideal for mass production of precision components.
Choose ZH Precision for Your Die-Cast Parts
At ZH Precision, we provide end-to-end support for your die-cast projects, from DFM (Design for Manufacturability) evaluations and CNC prototyping to full-scale die casting production. Our ISO 9001:2015 and IATF 16949:2016 certifications ensure every step meets strict quality standards. With expertise across electronics, automotive, and consumer products, we deliver die-cast parts that are precise, durable, and cost-effective. Partnering with us means your designs are optimized, validated, and manufactured by professionals who understand both the material and the process.
Conclusion
Die casting offers a unique balance of precision, efficiency, and cost-effectiveness, especially for medium- to high-volume production of non-ferrous metals like aluminum, zinc, and magnesium. Its advantages—complex thin-walled parts, high mechanical performance, excellent dimensional accuracy, smooth surfaces, and cost efficiency at scale—make it a go-to method for industries ranging from automotive to electronics.
However, the process comes with limitations, including material constraints, upfront tooling costs, and lower flexibility for low-volume production. Understanding these trade-offs helps engineers, designers, and procurement teams choose the right manufacturing method for their project, ensuring both quality and efficiency from prototyping to mass production.
For more on how die casting compares with other processes, check out our Die Casting Overview and Zinc vs Aluminum Die Casting guides to make the right choice for your parts.
FAQ
A:Die casting is primarily suited for non-ferrous metals like aluminum, zinc, and magnesium. High-temperature metals such as steel or titanium are generally not recommended due to die wear and process limitations.
A:Not usually. Die casting requires expensive tooling and molds, making it most economical for medium- to high-volume production. Small batches often have higher per-part costs compared to CNC machining or other methods.
A:Die casting can produce parts with excellent dimensional accuracy, often within IT13–IT15 tolerances, and even IT10–IT11 for high-precision applications. This reduces the need for secondary machining.
A:Mold life depends on the metal being cast. Zinc molds last longer due to lower melting temperatures, sometimes over a million cycles for small precision parts, while aluminum molds typically last 100,000–500,000 cycles.